
-
Двойная производительность: Главное преимущество двухшпиндельных токарных станков – это возможность одновременной обработки двух заготовок. Это позволяет значительно увеличить производительность и сократить время цикла обработки.
-
Меньше времени на перенастройку: Поскольку каждый шпиндель может работать независимо друг от друга, перенастройка станка для новой операции занимает меньше времени. Это позволяет быстрее переходить от одного процесса к другому и сокращает простои машины.
-
Увеличение точности и качества: Двухшпиндельные станки обычно оборудованы передовыми системами управления, которые обеспечивают высокую точность и повторяемость операций. Это важно для обеспечения высокого качества готовой продукции.
-
Расширенный набор операций: Поскольку станок обладает двумя шпинделями, возможно выполнение широкого спектра операций, таких как точение, сверление, нарезка резьбы и т. д. на разных сторонах заготовки или сразу на нескольких заготовках.
-
Экономия пространства: Одна машина, способная обрабатывать две заготовки одновременно, занимает меньше места на производственном поле, чем два отдельных токарных станка.
Двухшпиндельный токарный станок в производстве позволяет снизить затраты на оборудование и улучшить производственные показатели за счет повышенной производительности и эффективности.
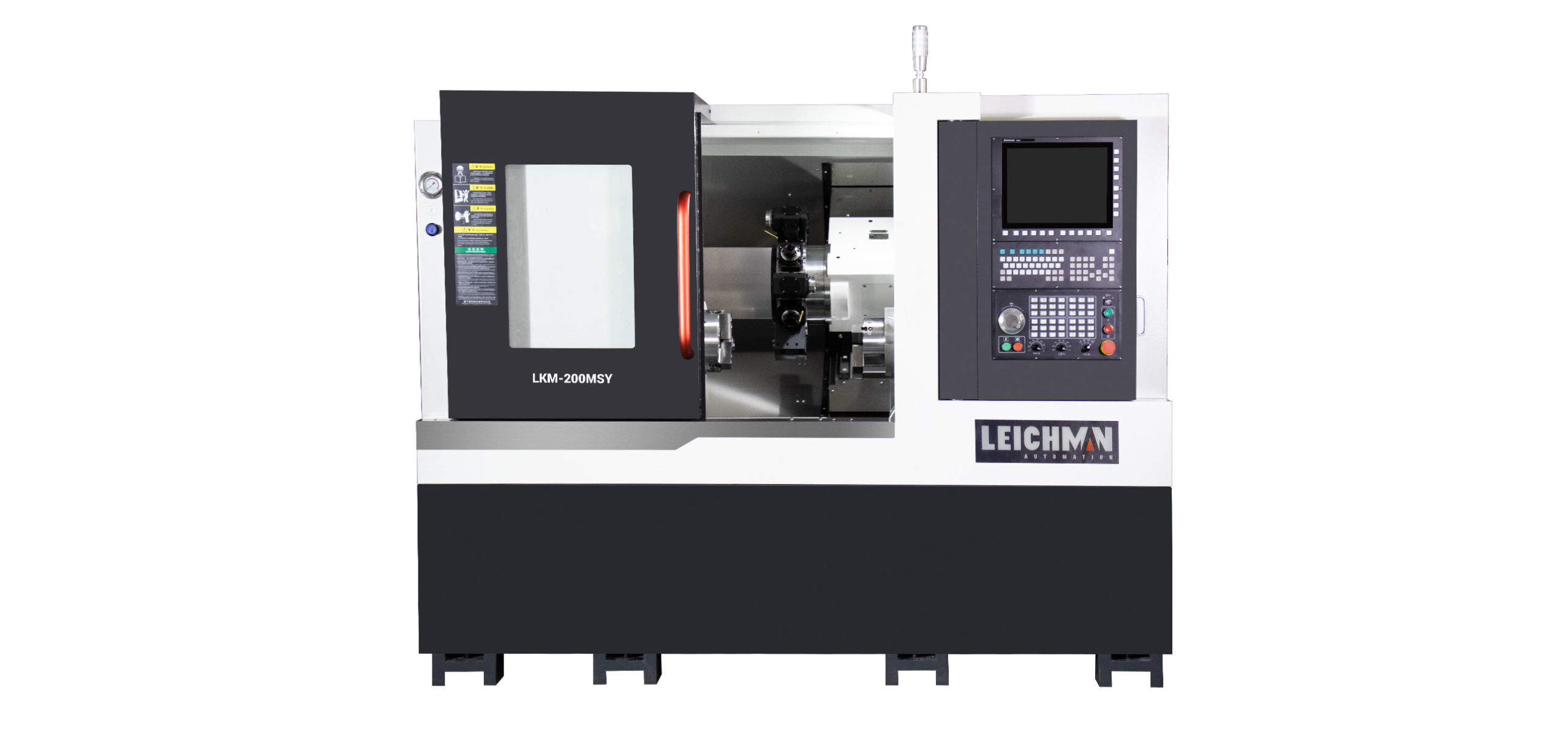
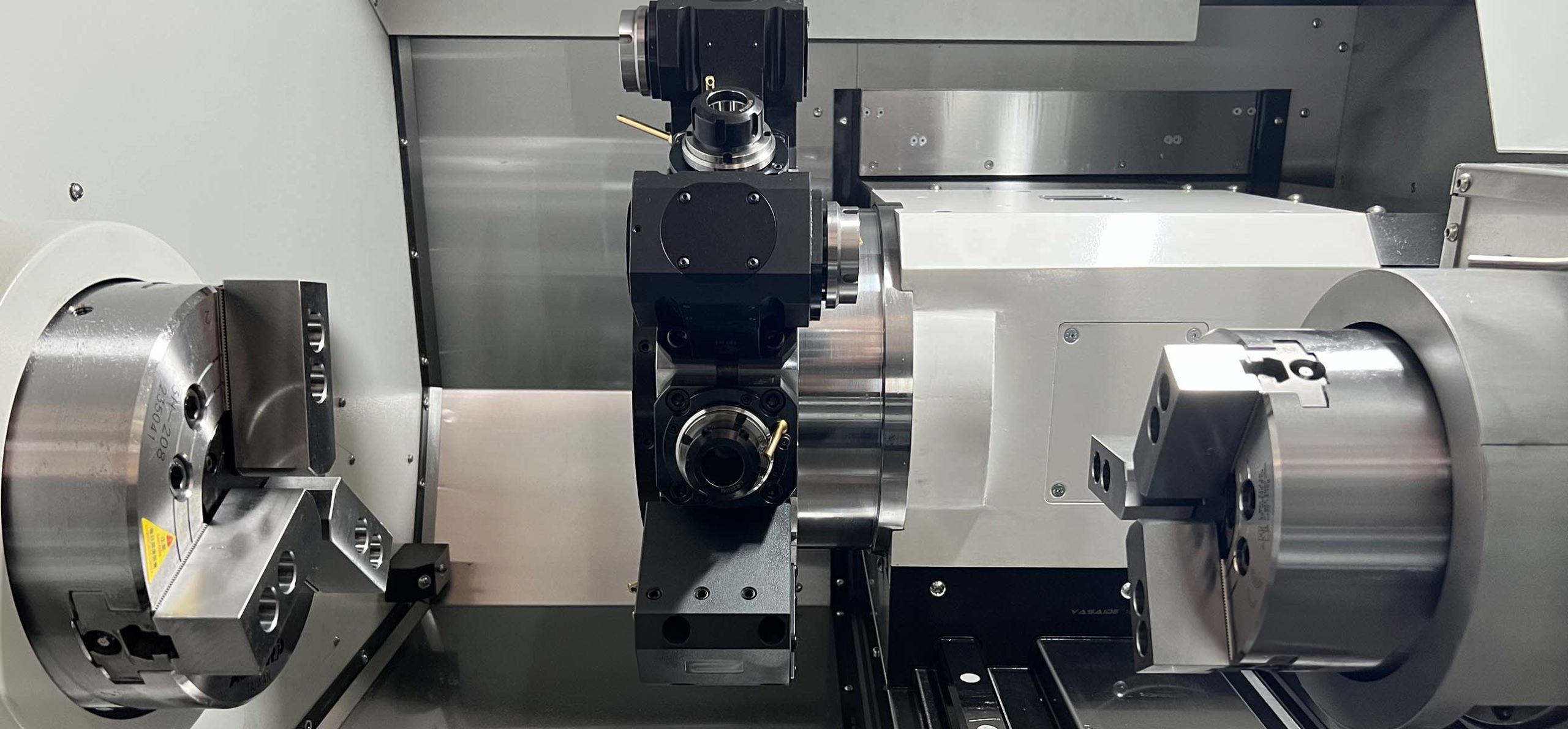
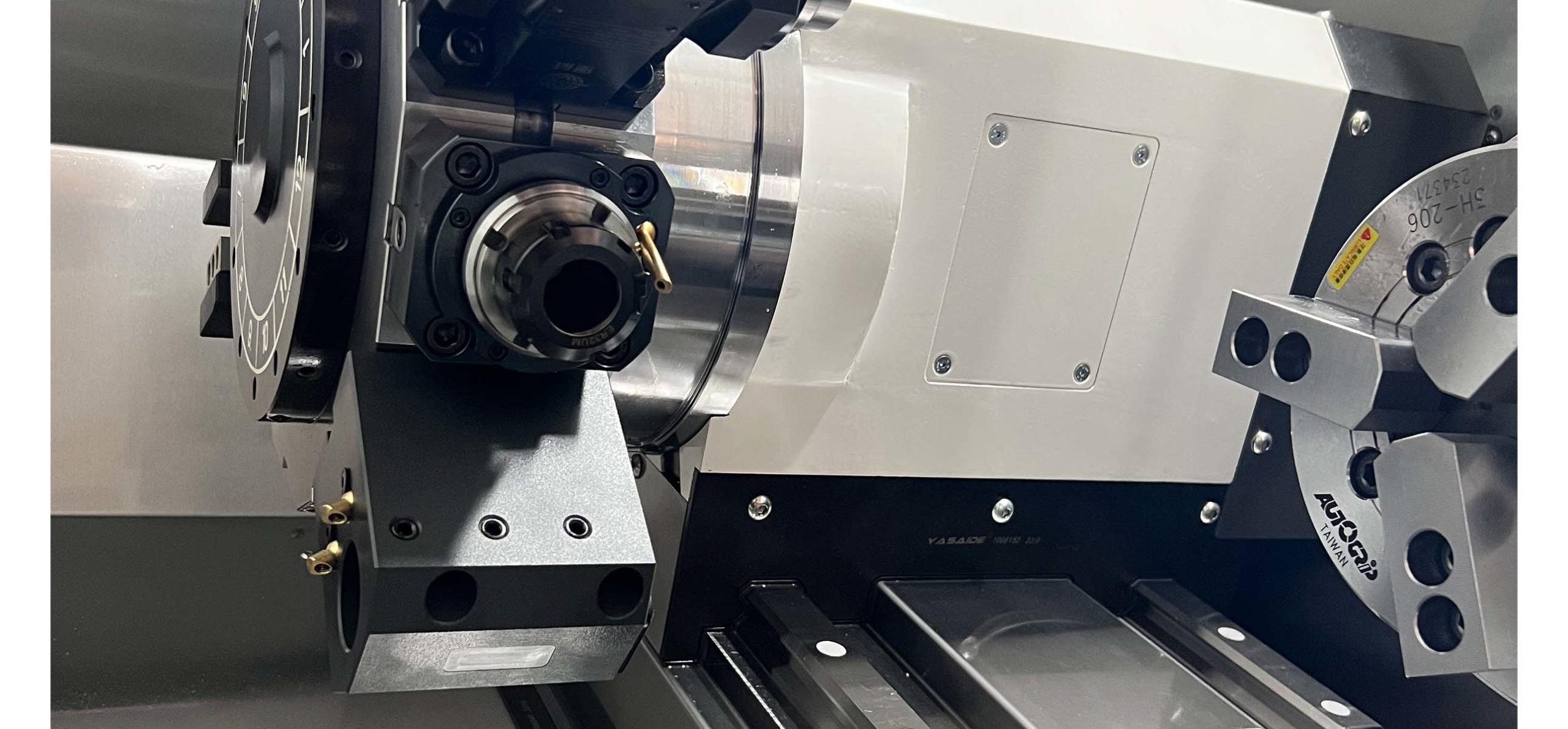
Этот станок отличается наличием двойного шпинделя и держателя вспомогательного инструмента для эффективной стыковки вращения заготовки для вторичной обработки, что позволяет существенно сократить время вторичного зажима.
Используется высококачественная литая горизонтальная станина коробчатого типа с низким уровнем напряжения, обладающая превосходными механическими свойствами и высокой прецизионной стабильностью.
Специально разработанная интегрированная револьверная головка для электроинструмента обеспечивает высокую точность позиционирования и стабильность.
Стандартная револьверная головка инструмента способна выдерживать давление охлаждения до 70 Гг, осуществляя охлаждение под высоким давлением и контролируя стружколомку под высоким давлением.
| Тип аппарата | Единица | LKM-200MSY | LKM-200MY | |
| Мощность обработки | Качели над кроватью | mm | 700 | 700 |
| Макс. диаметр обработки | mm | 350 | 350 | |
| Длина обработки | mm | 560 | 560 | |
| Осевое перемещение | перемещение по оси X | mm | 210 | 210 |
| перемещение по оси Y | mm | ±50 | ±50 | |
| перемещение по оси Z | mm | 600 | 600 | |
| Точность | Биение шпинделя | mm | 0.004 | 0.004 |
| Индексация шпинделя и точность позиционирования | ±0.002° | ±0.002° | ||
| Повторяемость по осям X/Y/Z | mm | 0.002 | 0.002 | |
|
Положительный шпиндель (Электрический шпиндель)
|
Макс. скорость вращения | rpm | 4000 | 4000 |
| Размер патрона | inch | 8″ | 8″ | |
| Форма носа шпинделя | A2-6 | A2-6 | ||
| Отверстие шпинделя | mm | 66 | 66 | |
| Макс. сносный барный день. | mm | 52 | 52 | |
|
Субшпиндель (Электрический шпиндель)
|
Макс. скорость вращения | rpm | 6000 | |
| Размер патрона | inch | 6″ | ||
| Форма носа шпинделя | A2-5 | |||
| Турель | Тип башни | BT55 12-позиционная турель с электроприводом |
BT55 12-позиционная турель с электроприводом |
|
| Внешний диаметр. держатель инструмента диам. | mm | 25 | 25 | |
| Внутренний диаметр. держатель инструмента диам. | mm | 40 | 40 | |
| Силовая скорость головы | rpm | 6000 | 6000 | |
| задняя бабка | Верхняя часть хвоста с сервоприводом (программируемая) | mm | 520 | |
| Коническое отверстие втулки | ISO | MT5 | ||
| Скорость движения | Скорость быстрого перемещения по оси X | m/min | 30 | 30 |
| Скорость быстрого перемещения по оси Y | m/min | 15 | 15 | |
| Высокая скорость движения по оси Z | m/min | 30 | 30 | |
| Мощность двигателя | Положительный шпиндель | kw | 18.5 | 18.5 |
| Субшпиндель | kw | 10.5 | ||
| Серводвигатель оси X | kw | 2.4 | 2.4 | |
| Серводвигатель оси Z | kw | 2.4 | 2.4 | |
| Серводвигатель оси Y | kw | 2.4 | 2.4 | |
| Фрезерный двигатель | kw | 5.5 | 5.5 | |
| Другой | Измерение | mm | 2360*1810*1850 | 2360*1810*1850 |
| Масса | KG | 4600 | 4500 |
 |
Сервоэлектрический шпиндель Проведите анализ методом конечных элементов шпиндельной коробки, оптимизируйте конструкцию и используйте технологию внешней компенсации теплового баланса системы электрического шпинделя. Основываясь на установившемся термическом анализе температуры компонента шпинделя, тепловые ребра разумно расположены на коробке и охлаждаются циркуляцией масляного охлаждения для достижения равномерного рассеивания тепла. Термическая стабильность процесса обработки обеспечивает высокую жесткость и высокую точность шпинделя. |
 |
||
 |
||
|
Автоматическая линия для изготовления деталей ступиц железнодорожных колес. |
Автомобильная карданная трехконтактная автоматическая линия |
Автоматическая линия подшипниковых колец |
 |
||
|
Автоматическая линия деталей гидравлического оборудования |
Автоматическая линия деталей гидравлического оборудования |
Лифтовая автоматическая линия |
 |
||
|
Автоматическая линия коленчатого вала компрессора кондиционера |
Автоматическая линия коленвала компрессора холодильника |
Военные части |